The Duravant family of operating companies serve the food processing, packaging and material handling segments.











Blogs
Explore a variety of packaging industry thought leadership pieces from our internal subject matter experts, read compelling case studies, hear from our service techs about helpful maintenance tips and tricks and more here in the nVenia Blog. Do you have a question you would like answered? Or a subject matter in the packaging industry you would like to learn more about? Let us know!

Fertilizer Bagging Case Study: American Plant Food Corporation
01/31/2017

Lawn and Garden Bagging Case Study: Markman Peat Improves Efficiency with Automation
01/20/2017
Chemical Bagging Case Study: Caspian Sulphur
01/20/2017

Chemical Bagging Case Study: CRI Catalyst Company
01/20/2017
Animal Feed Bagging Case Study: Kent Nutrition Group
12/01/2016

Industrial Film & Bag Producer Partnerships
10/28/2016
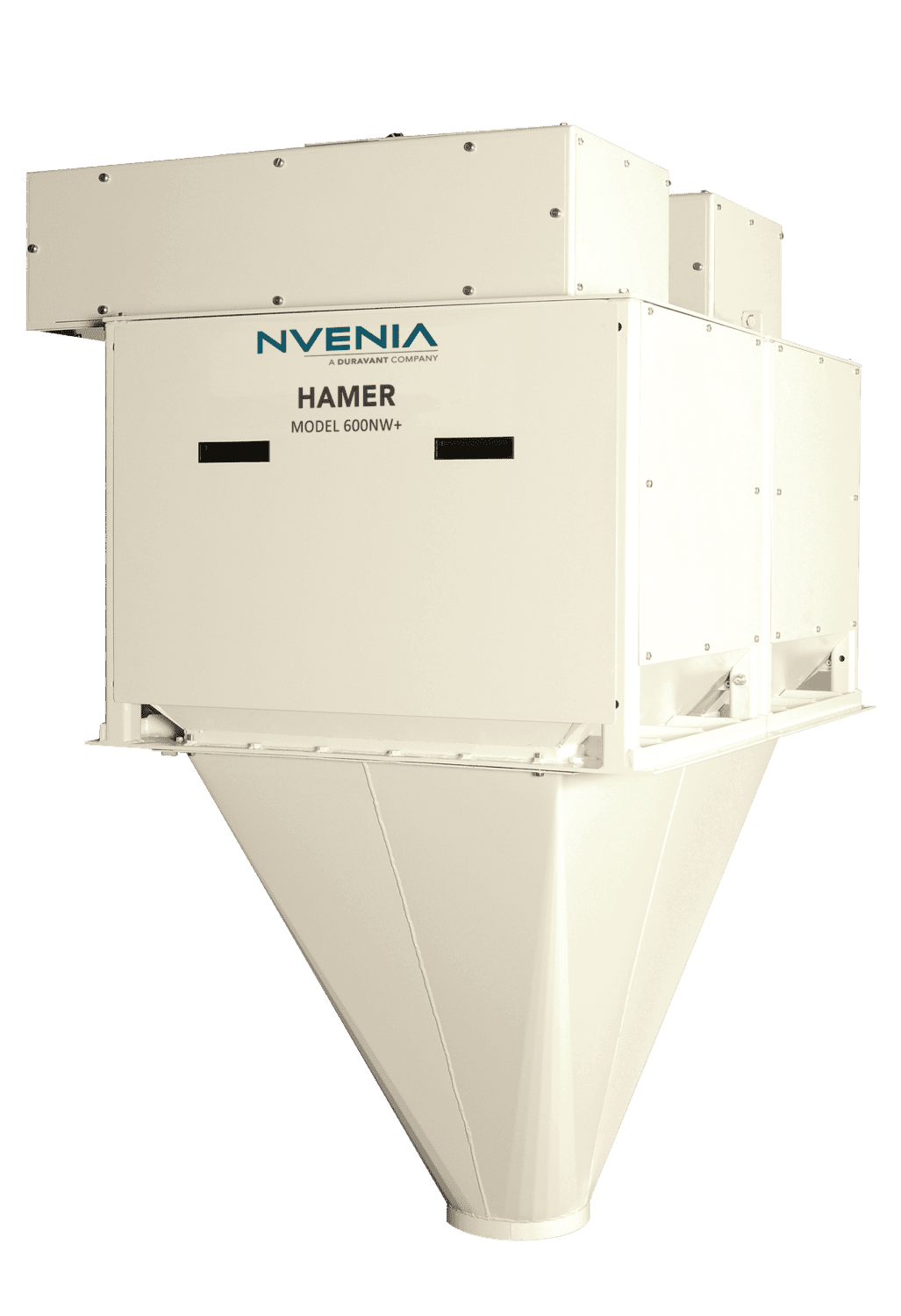
How to Determine The Correct Net Weigh Scale Feeder For Your Material
10/04/2016
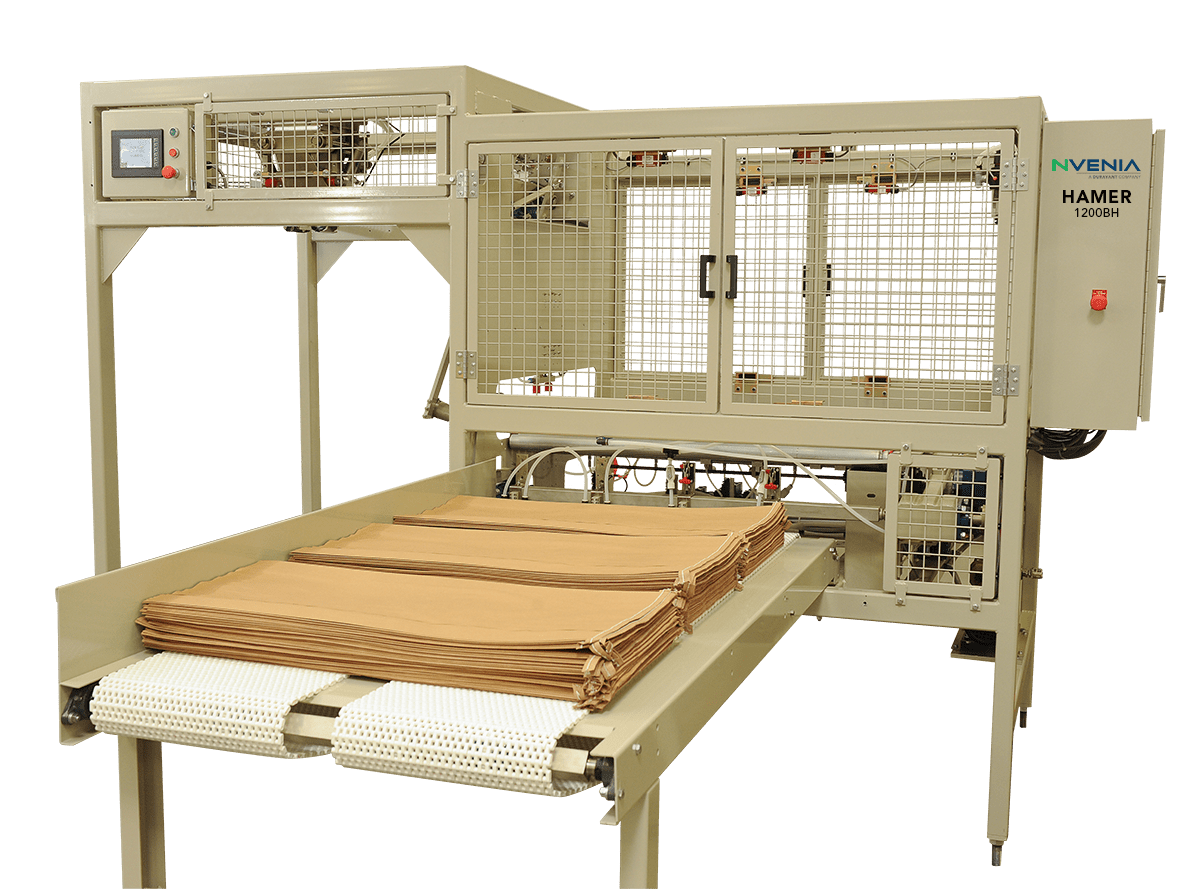
Innovative Upright Bag Conveyor Design Maximizes Production in Feed and Seed Plants
08/15/2016
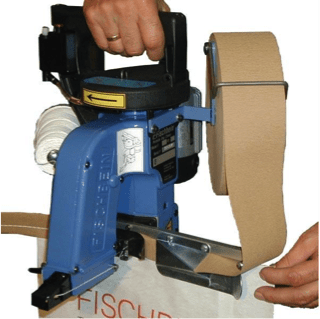
Fischbein F-Series Portable Bag closer: Unbeatable For Quality and Durability
08/10/2016

New Dura Thread Clipper: An Innovative Retrofit for Industrial Bag Top Sewing Applications
07/11/2016
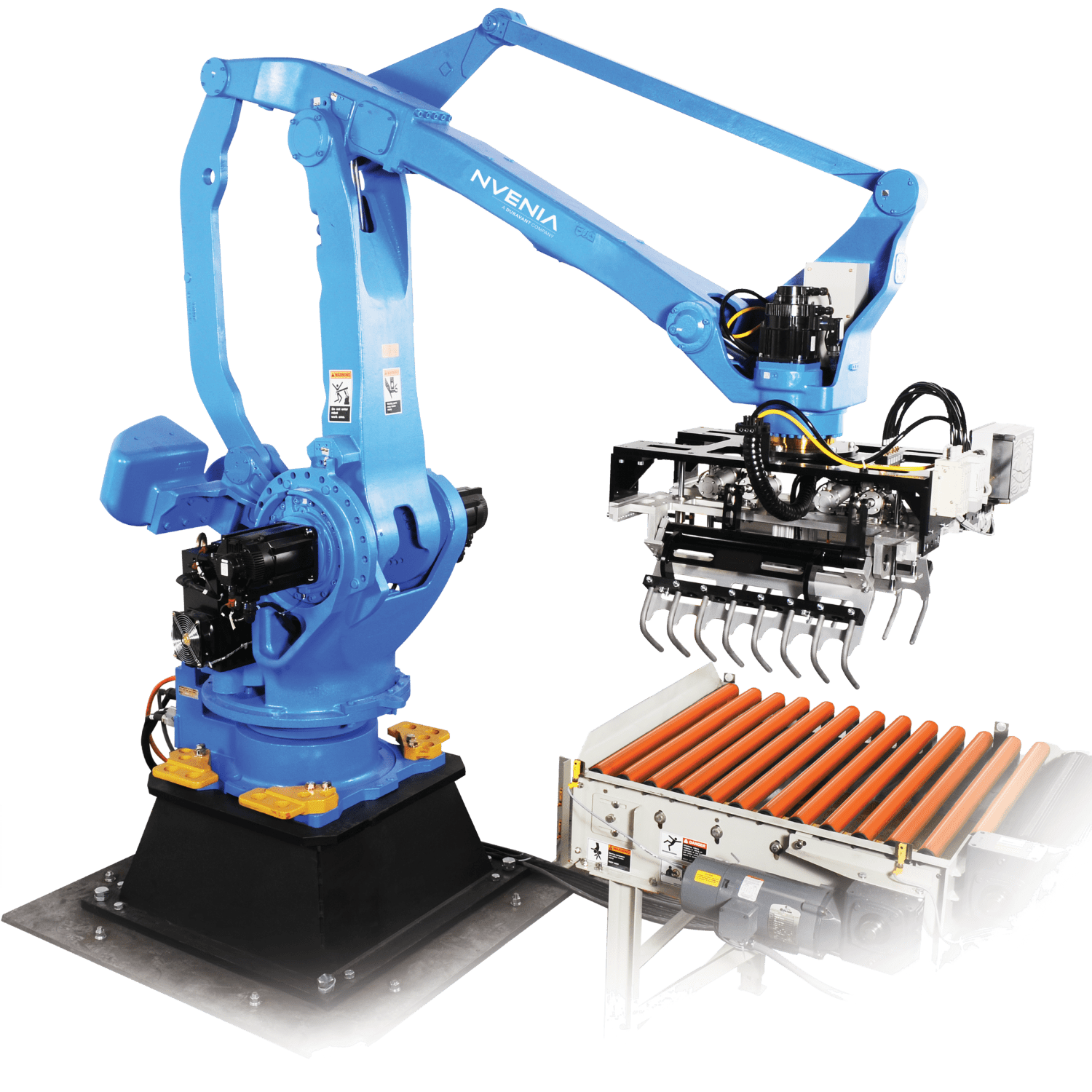
nVenia Robotic Bag Palletizers Continue To Improve Plant Efficiencies With New Enhancements
06/26/2016
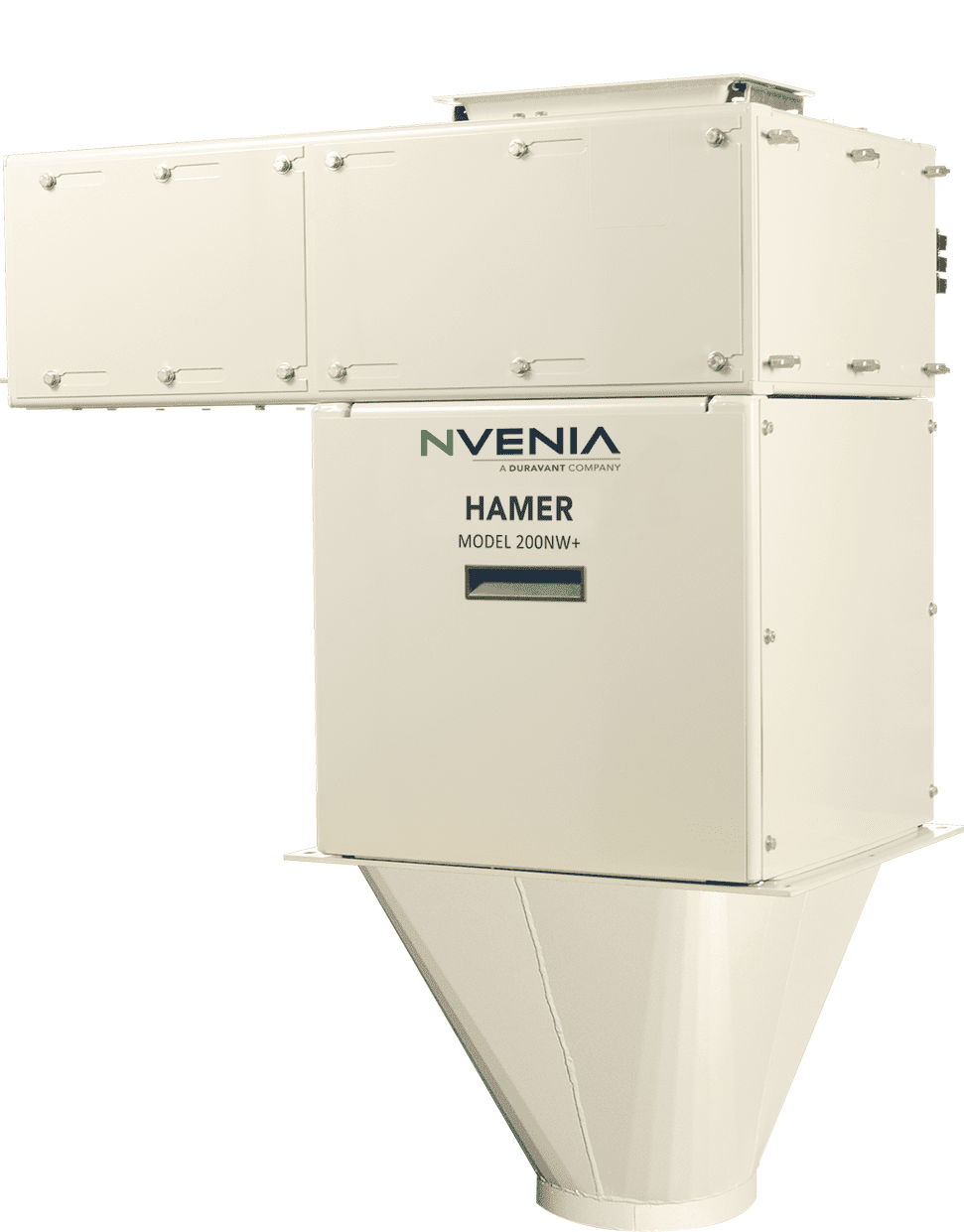
nVenia HAMER Brand 200NW+ Net Weigh Scale Innovation Expands Market Application Opportunities
06/01/2016